When a project demands a strong, permanent, and inspection-ready weld on thick structural steel, drawn arc welding process delivers results that no other fastening method can match. Structural engineers, fabrication managers, and construction teams across the country rely on this process every day not because it is the only option, but because it consistently outperforms alternatives when load demands are high and margins for error are tight. This guide walks you through exactly how the process works, which materials it suits, and what to look for when sourcing the right equipment and studs for your operation.
How the Process Works Step by Step
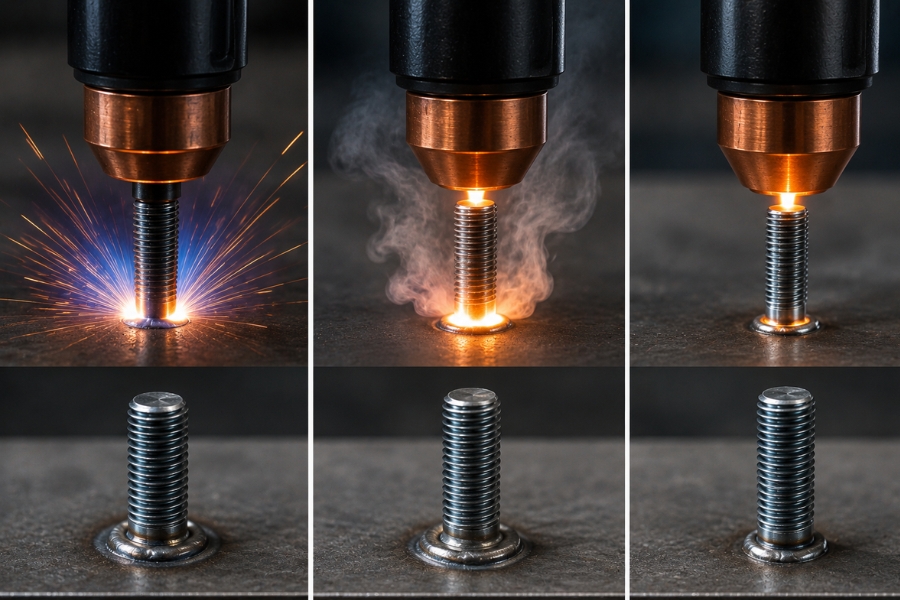
The drawn arc welding process follows a clear, repeatable sequence that takes less than a second to complete from trigger pull to finished weld.
First, the operator loads the stud into the welding gun and places a ceramic ferrule around the base of the stud at the weld point. Next, the gun positions the stud against the base material. When the operator pulls the trigger, the gun lifts the stud slightly off the surface and generates an electric arc between the stud tip and the base metal. This arc produces intense, focused heat that melts both the stud base and the surface material at the same time, making the process highly effective for fastening Arc studs in structural and industrial applications.
As soon as both surfaces reach the correct molten state, the gun drives the stud down into the weld pool with controlled force. The two metals fuse together and cool within milliseconds. After that, the operator removes the ceramic ferrule which contained and shaped the weld during the process and the joint is complete.
The result is a full cross-sectional bond that is stronger than the base metal itself. No bolt, screw, or adhesive fastener produces that outcome.
How Drawn Arc Differs from CD and Short Cycle Welding
Understanding drawn arc stud welding requires knowing what separates it from the other two main stud welding methods capacitor discharge (CD) and short cycle.
CD stud welding works exceptionally well on thin sheet metal and light gauge materials. However, it does not generate enough heat or weld penetration for structural applications. Short cycle welding bridges the gap in some scenarios but still falls short for large-diameter studs operating under heavy structural loads.
Drawn arc, by contrast, handles stud diameters from 3/16″ all the way up to 1-1/4″ and works effectively on base materials as thick as structural steel plates. As a result, it becomes the only viable choice for composite construction, bridge deck fabrication, and any application where a certified structural weld is required by the project specification.

Materials Compatible with the Drawn Arc Process
Knowing your material compatibility upfront prevents costly mistakes during production.
For base materials, mild steel and low carbon steel are the most common choices. Stainless steel applications are supported as well, though they typically require shielding gas instead of a ceramic ferrule to protect the weld from oxidation. For stud materials, most drawn arc studs use low carbon steel to AWS D1.1 Type B as standard. Stainless steel studs are available for corrosive or food-grade environments, and some applications use specialized stud welders with zinc, nickel, or copper plated studs depending on corrosion requirements.
One important limitation to note: drawn arc welding process does not suit very thin base materials, generally anything under 3/16″ in thickness where the heat input causes burn-through or surface distortion. For those situations, capacitor discharge welding is the correct process to use instead.
Where Teams Use Drawn Arc Welding Process Most
Construction and fabrication teams apply drawn arc welding process across a wide range of high-load, structural applications. Here are the most common categories:
Composite floor and bridge deck systems rely on shear connectors welded to steel beam top flanges using the drawn arc process. These connectors transfer horizontal shear forces between the steel beam and the concrete slab, creating a composite system that dramatically increases the structure’s overall load capacity.
Structural steel fabrication uses headed anchors and threaded studs welded to columns, base plates, and embed assemblies to create permanent, code-compliant steel-to-concrete connections.
Bridge construction and infrastructure projects apply drawn arc welding for anti-skid studs, connection plates, and composite deck assemblies that must withstand decades of dynamic loading, temperature cycles, and weather exposure.
Industrial and heavy manufacturing equipment uses drawn arc studs wherever high-torque or high-tensile connections are required, connections that bolt-on fasteners simply cannot provide with the same reliability or permanence.
Get the Right Supplies from Northland Fastening Systems
Northland Fastening Systems stocks a complete range of drawn arc welding supplies for operations of every scale, from single-project fabrication shops to ongoing large-volume construction programs.
Our inventory includes threaded arc studs, headed anchors, shear connectors, deformed bar anchors, and specialty studs in a full range of diameters and lengths. We also carry ceramic ferrules matched to each stud diameter, chucks, cable connectors, ferrule grips, and all standard arc welding accessories. For teams that need equipment as well as consumables, we offer drawn arc stud welding equipment for both rental and purchase.
Call us at 651-730-7770 to speak with a product specialist who matches the right supplies to your exact project specification.
Frequently Asked Questions
Q1. Which industries commonly use drawn arc welding process today?
Drawn arc welding process is widely used in structural steel fabrication, bridge construction, shipbuilding, heavy equipment manufacturing, and composite concrete floor systems.
Q2. What materials work best with drawn arc welding process?
Mild steel, low carbon steel, and stainless steel perform best with drawn arc stud welding when matched with compatible studs and proper welding settings.
Q3. Why are ceramic ferrules important during structural stud welding?
Ceramic ferrules contain molten metal, protect the weld area, improve weld shape, and help create stronger, cleaner structural stud weld connections.
Q4. When should fabrication teams choose drawn arc welding processes?
Fabrication teams should choose drawn arc welding for thick materials, large-diameter studs, and structural applications requiring strong permanent weld connections.