

What Makes a Great Stud Welding Supplier: A Buyer’s...
July 23, 2026
Every industrial fabrication team depends on a welding stud supplier who delivers the right products, in the right spec, on time — every order. The wrong supplier creates problems that compound...
Automatic Stud Welding Machine: What to Know Before You B...
July 16, 2026
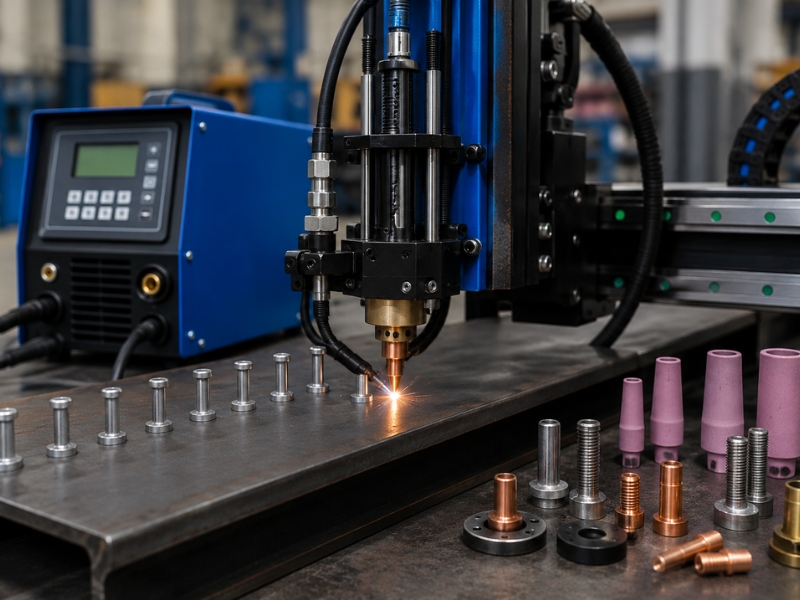
Investing in an automatic stud welding machine is one of the most significant equipment decisions a fabrication operation makes. The right machine improves output consistency, reduces labor...

How to Choose a Reliable Arc Stud Supplier for Your Indus...
July 7, 2026
Choosing the right arc stud supplier is one of the most important decisions a fabrication team makes before starting a structural project. The studs your team welds into a bridge deck, a composite...

Arc Welding Accessories: A Complete Setup Guide for Stud ...
June 29, 2026
Every successful stud welding operation depends on more than the machine and the stud. Arc welding accessories determine whether your setup produces consistent, inspection-ready welds on every cycle...

Minnesota Welding Supply: What Local Fabricators Should E...
June 25, 2026
Finding the right Minnesota welding supply partner does more than fill an order; it directly affects how smoothly your production runs every single week. For fabrication shops, contractors, and...
Drawn Arc Stud Welding vs. Other Fastening Methods: A Pra...
June 19, 2026
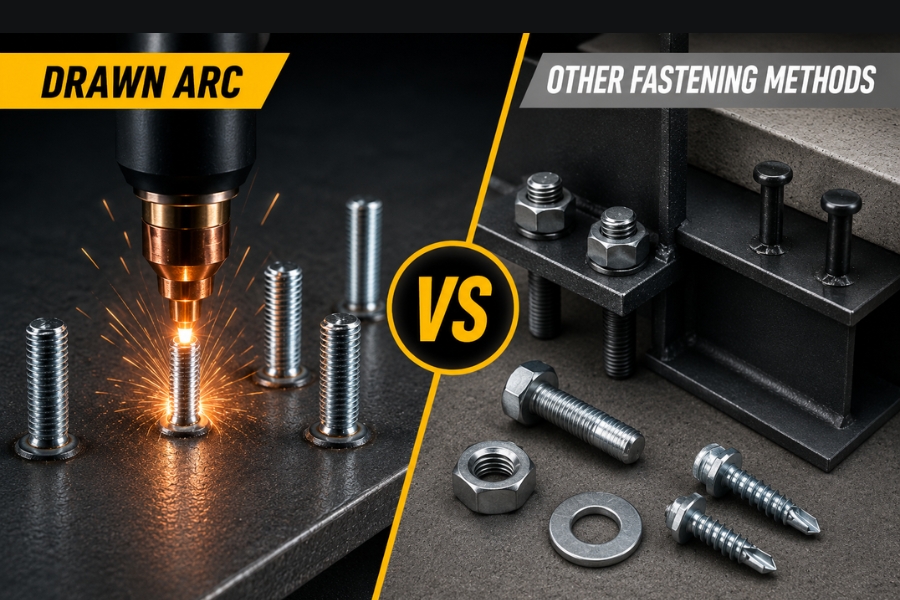
When project teams evaluate fastening options for structural or industrial applications, drawn arc stud welding consistently stands out, not just for weld strength, but for overall cost efficiency...
Stud Welding Aluminum: Why It’s Harder Than Steel a...
June 8, 2026
Stud welding aluminum is one of the most misunderstood processes in the fastening industry. Many welders approach aluminum the same way they approach steel and that is exactly where problems begin....

Industrial Fabrication Near Me: What to Look for in a Loc...
June 3, 2026
Industrial Fabrication Near Me: What to Look for in a Local Stud Welding Supplier When fabrication teams search for industrial fabrication near me, they are not just looking for the closest...

Welding on Bridges: Why Shear Connectors and Arc Studs Ar...
June 2, 2026
Welding on bridges is not the same as welding on a factory floor or a fabrication bench. Every joint on a bridge must handle decades of dynamic loading, continuous vibration, temperature swings of...

Drawn Arc Welding Process: How It Works and When to Use It
May 15, 2026
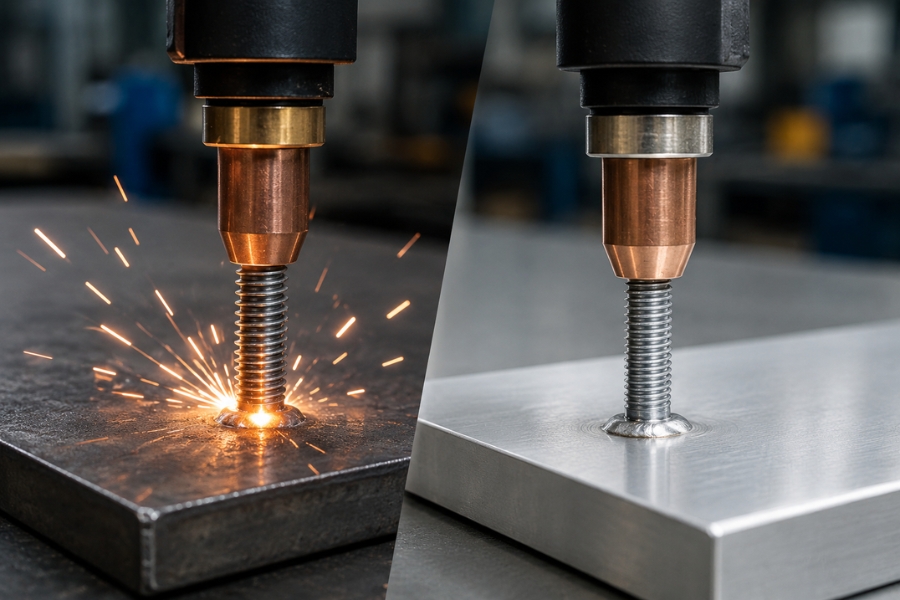
When a project demands a strong, permanent, and inspection-ready weld on thick structural steel, drawn arc welding process delivers results that no other fastening method can match. Structural...

How to Find the Right Supplier for Industrial Fabrication...
May 12, 2026
Finding the right welding equipment supplier for Industrial Fabrication Near Me projects can make a major difference in overall project success. Businesses across Minneapolis, St. Paul, and Western...

Headed Anchors vs. Shear Connectors: Which Do You Need fo...
April 24, 2026
Choosing between Headed Anchors vs. Shear Connectors can directly impact the strength, stability, and success of your construction project. Both components play a critical role in steel-to-concrete...